ABF’s sugar production facilities in Spain tackle net-zero challenges
Guest/partner contributor
Posted on: 5 August 2025
Associated British Foods has set a goal to achieve net zero greenhouse gas emissions by 2050 or sooner.

Associated British Foods plc (ABF) is a British multi-national food processing and retailing company with activities worldwide. The company has set a goal to achieve net zero greenhouse gas emissions by 2050 or sooner and is committed to reducing its environmental impact through a variety of initiatives, including reducing emissions, waste and resource use.
By Matthew Shields, director of Operations at RJM International
In Spain, ABF’s sugar business trades under the Azucarera name and it operates three sugar beet processing plants, a logistics and packaging plant and an R&D Centre.
As part of its commitment to reducing emissions, improving performance and future-proofing its sugar plants, Azucarera tasked its EPC contractor, ICORSA, to explore how this could be achieved at one of its sugar beet processing plants at La Bañeza, 340 kms north-west of Madrid.

With sugar production being such an energy-intensive activity, ICORSA identified that the existing dual-fuel gas and HFO (Heavy Fuel Oil) burners and associated firing equipment would need to be replaced with more modern, efficient units.
Whilst ICORSA managed the overall upgrade project, taking on responsibility for assessing the condition and suitability of the forced draft fan, ducting, fuel system, the Boiler Management System (BMS), plus all demolition, construction, installation and commissioning, ICORSA selected RJM International to design and manufacture a new natural gas burner firing system to reduce emissions of NOx and CO and provide added versatility in terms of fuel options.
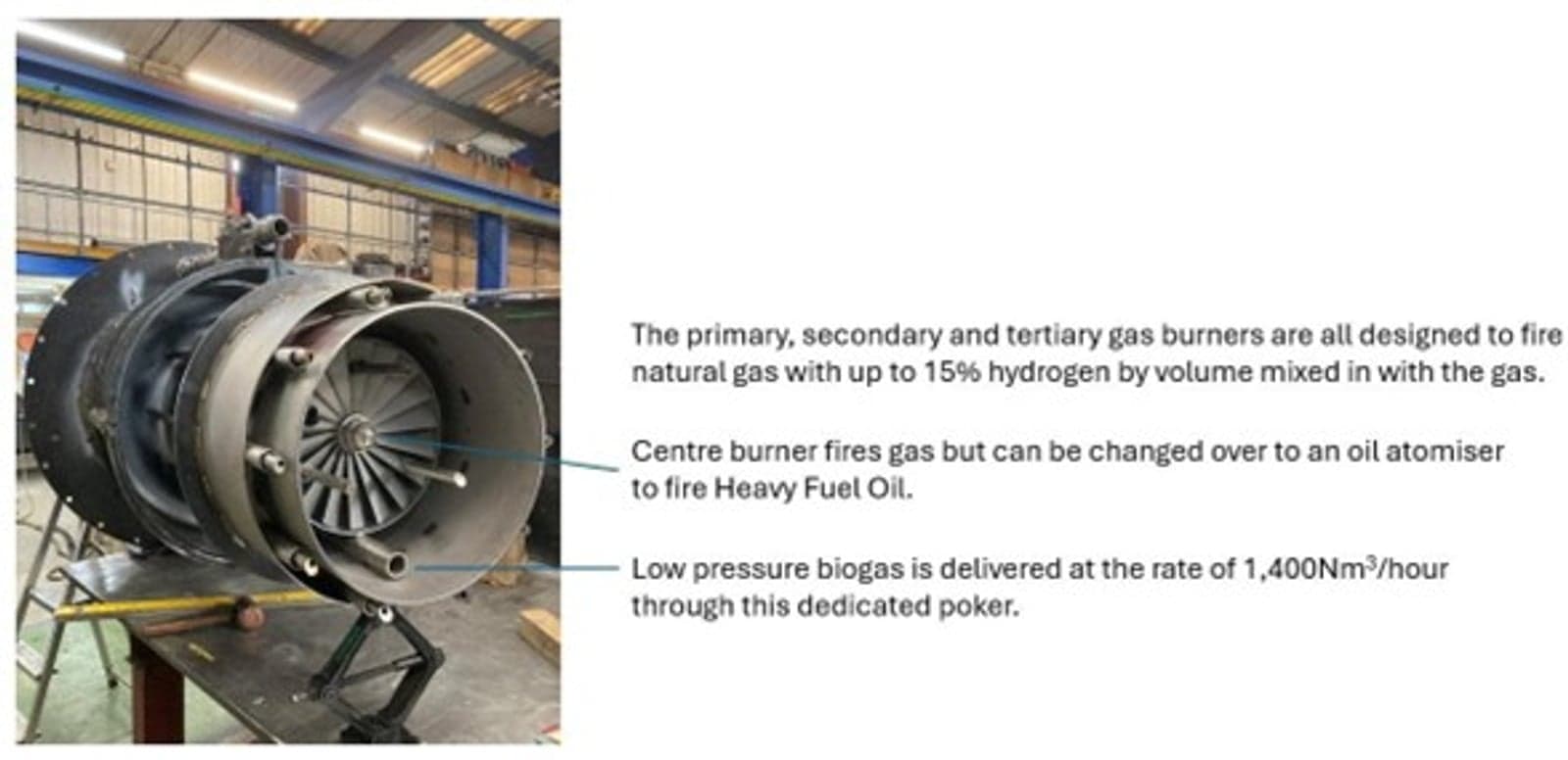
The Heavy Fuel Oil-firing capability needed to be retained as a back-up fuel, but the burners also needed to be enabled to fire biogas and - planning further ahead – hydrogen. The biogas comes to the burners via a separate process on the plant and so it requires their own dedicated pokers, whilst the hydrogen is blended into the natural gas stream at around 15% by volume.
In order to arrive at an optimal design for this multi-fuel burner, RJM carried out two sets of CFD (Computational Fluid Dynamic) analyses.
Firstly, to determine the correct combustion air flow to the burners, a Single Burner Air Distribution Study was undertaken. By analysing every aspect of air flow in the combustion air ductwork, including the Forced Draft (FD) fan outlet; the windbox inlet; the windbox itself and the burner register, RJM was able to determine the size and location of any air splitters that would be needed to achieve optimal air distribution to and within each burner.
Have you read?
Elimini and HOFOR to develop landmark BECCS facility in Copenhagen
Kimberly-Clark taps hydrogen to lower plant emissions
The CFD analysis highlighted a marked difference in air flow, comparing the top pair of burners to the bottom pair.
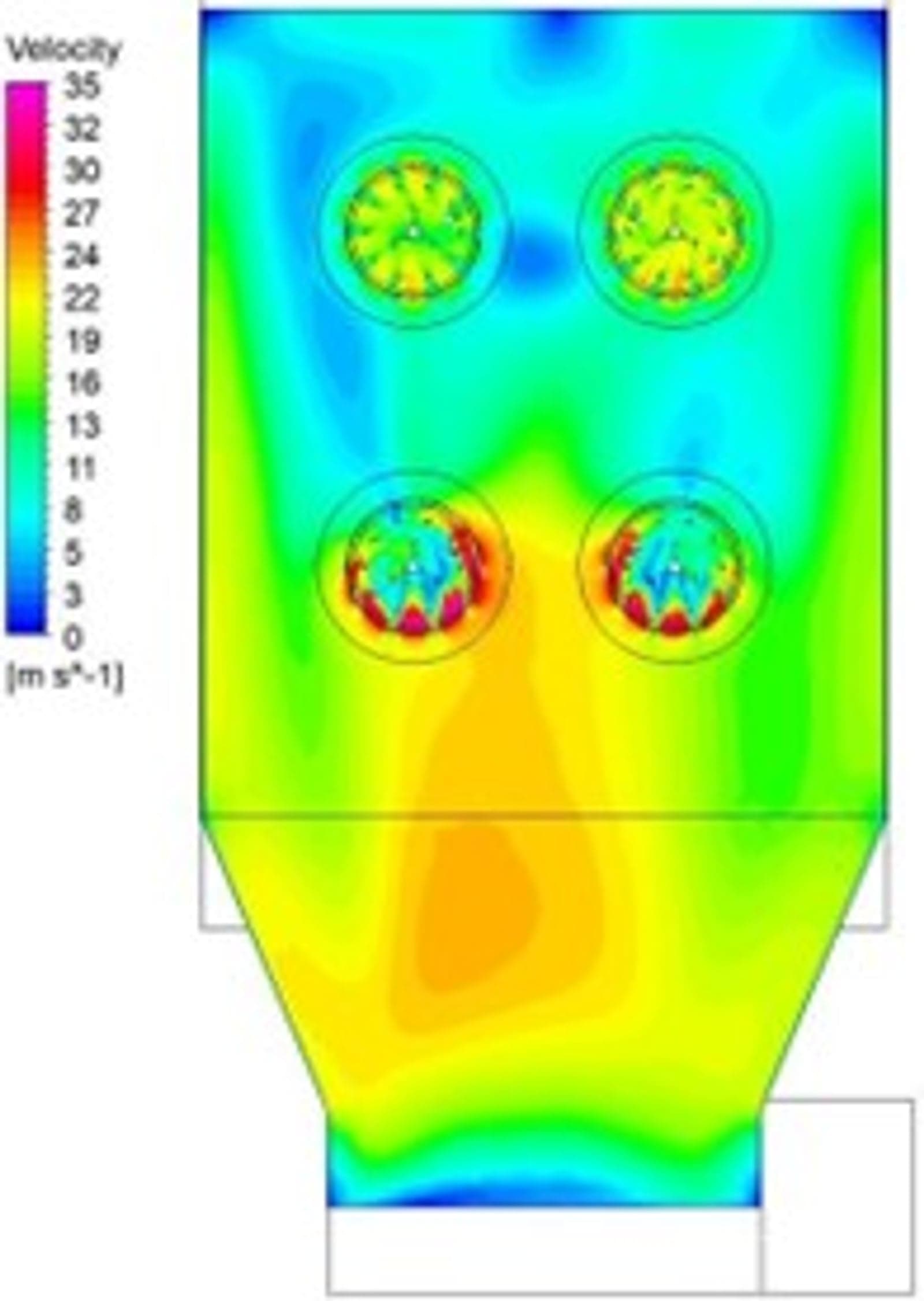
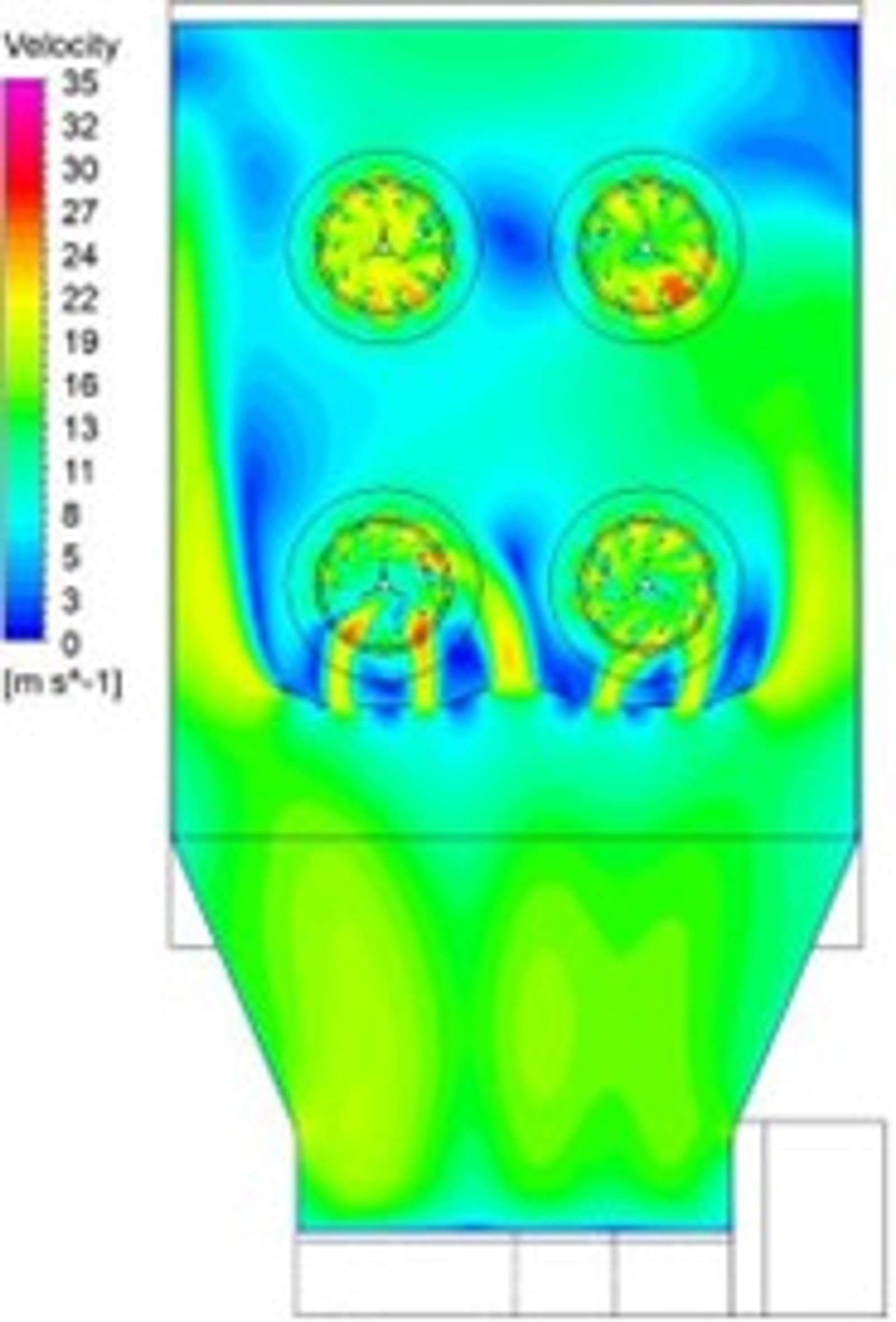
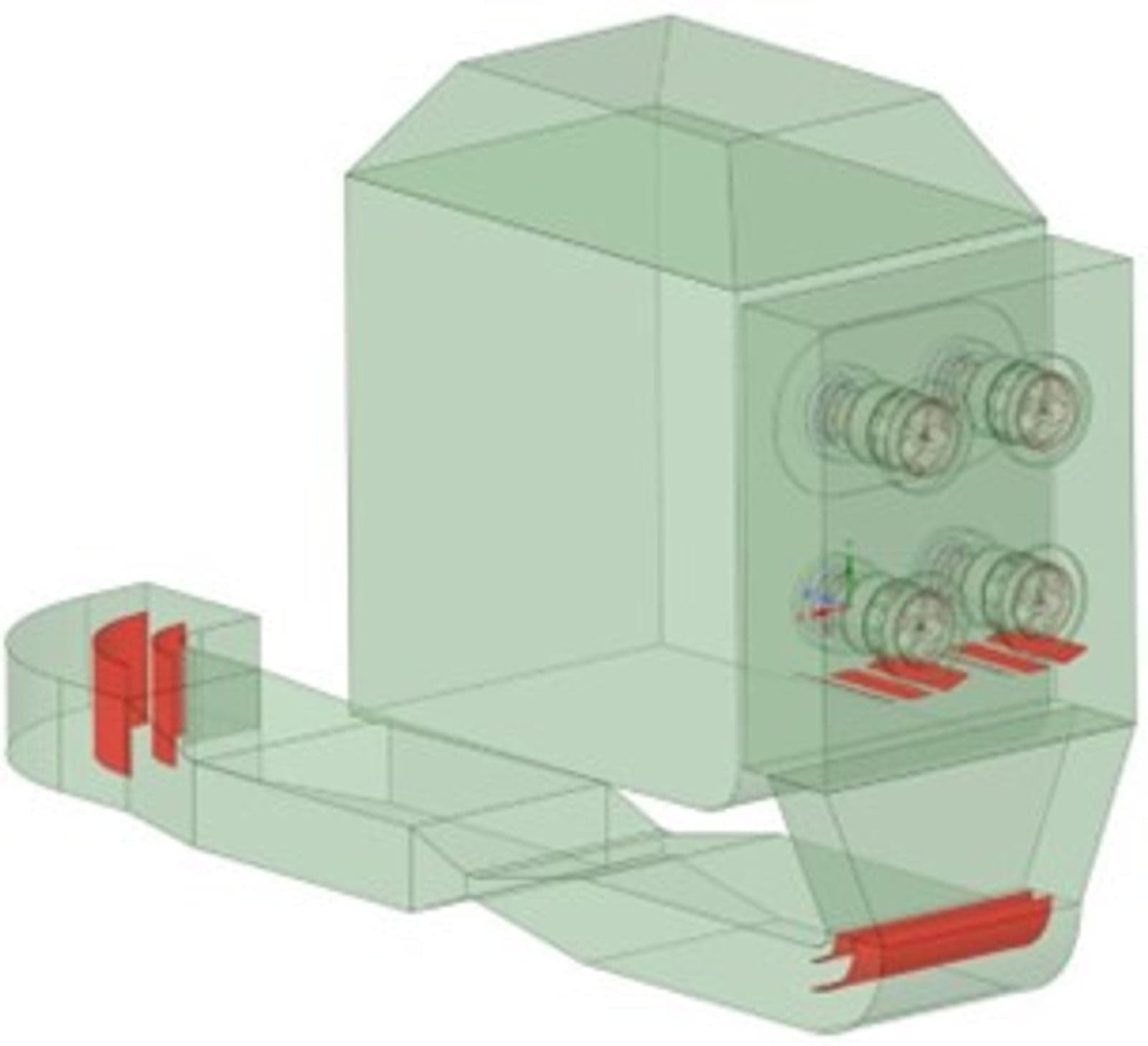
The image below shows in red where the additional turning vanes would need to be located to address this air flow asymmetry at the windbox inlet.
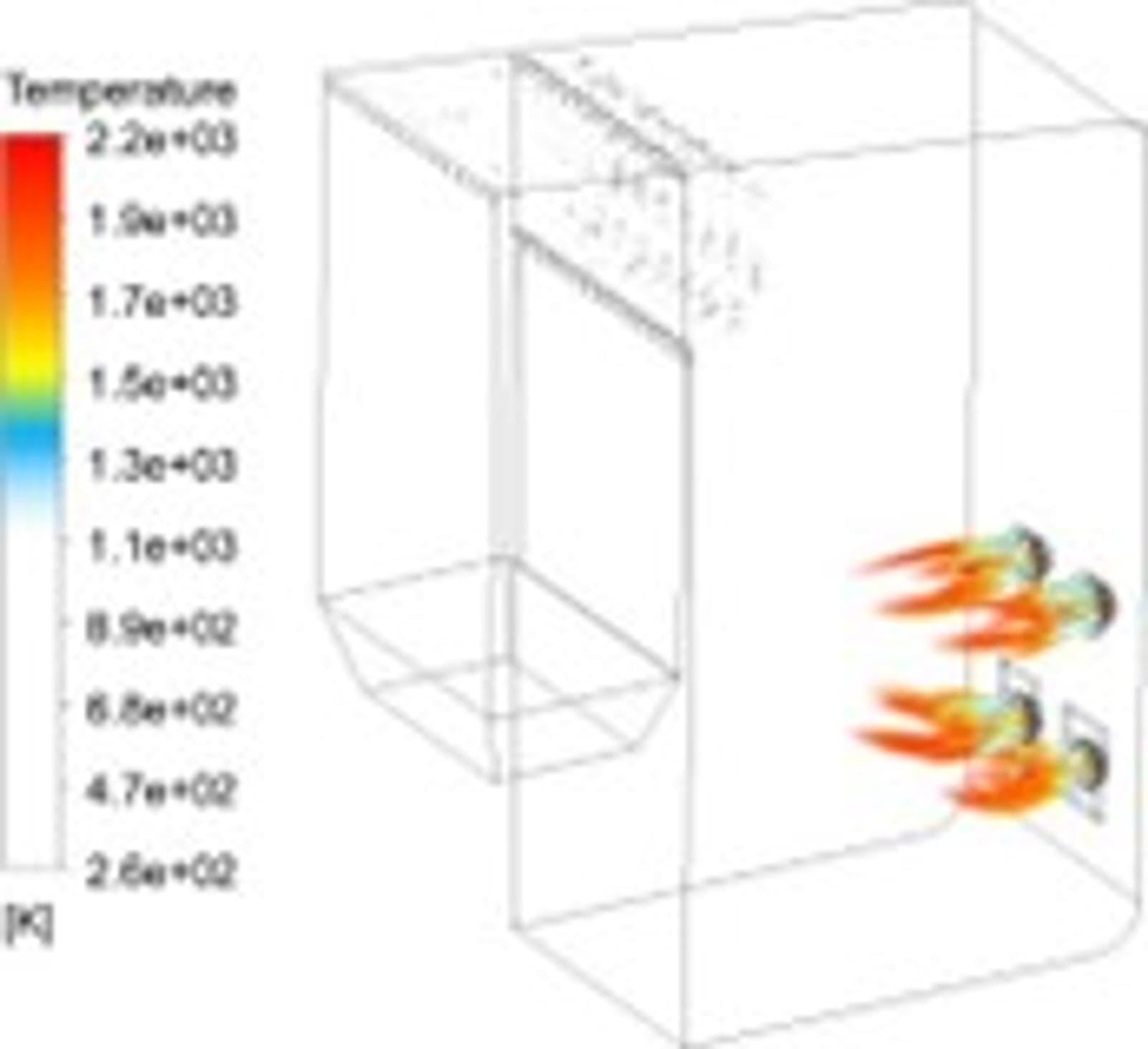
A second CFD study focused on Combustion Analysis to determine the correct architecture of the new RJM burners, including the number, type and positioning of the gas pokers that would be needed. This CFD study analysed a number of different firing scenarios to determine optimal combustion.
To achieve the lowest possible emission levels, RJM proposed including an induced Flue Gas Recirculation (iFGR) system, involving ducting from before the stack, back to the forced draft fan, to allow a pre-calculated flow of flue gas to be mixed with the combustion air. This technology is used to reduce peak temperatures and therefore the formation of NOx.
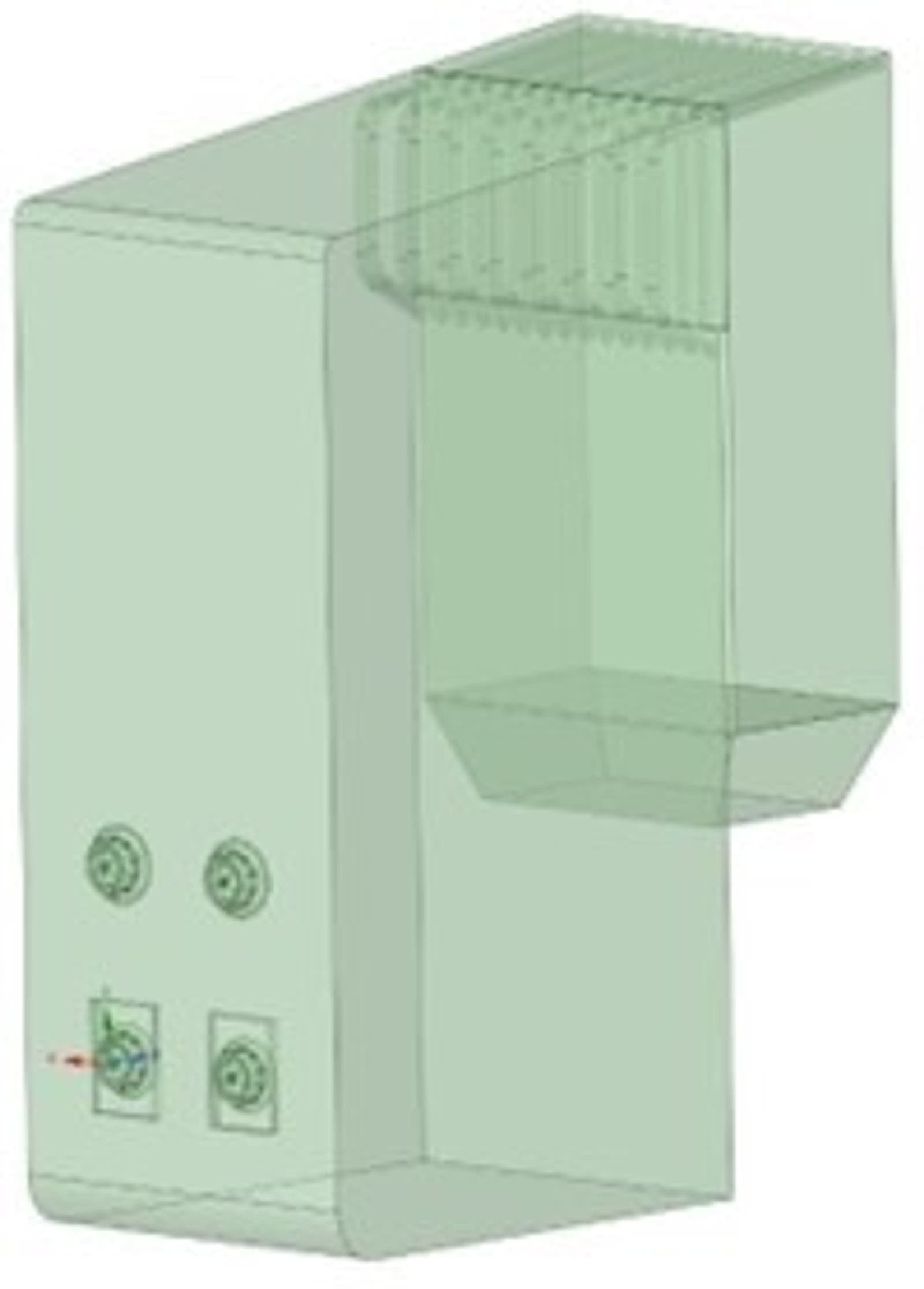
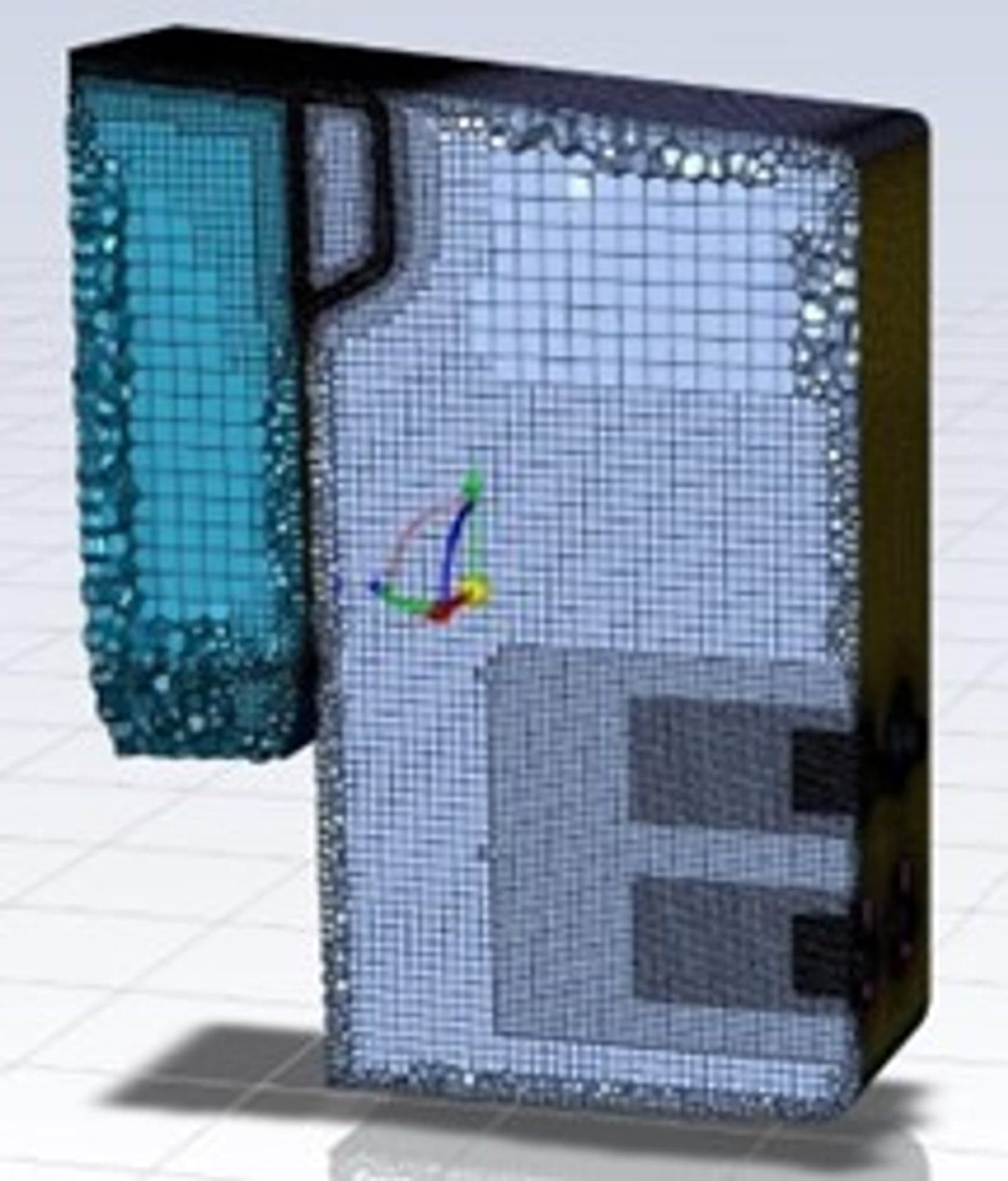
A CFD geometry was built using the original boiler drawings (left), and a computational grid was then laid on it, using 5.8 million poly-hexacore cells, (right).
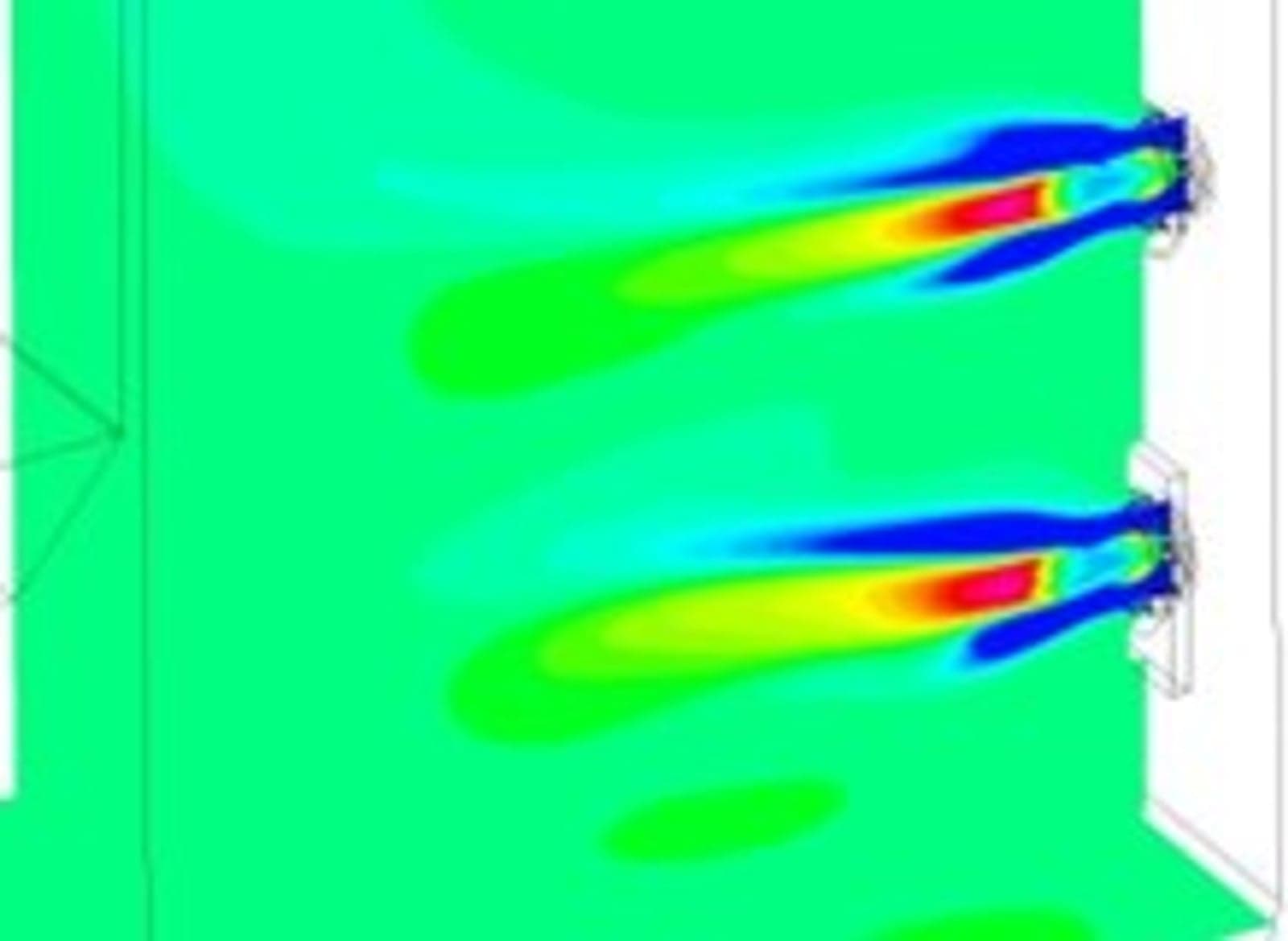
The study confirmed that all four burner flames appeared very stable with efficient combustion. Also, that with an absence of flame interaction, each flame had a consistent shape and was independent of the other flames and without impingement on the furnace tube walls. Peak NOx was localised to the stabilising centre flame, where the three primary fuel jets ignite.
NOx Contours
Following theses CFD studies, RJM began the engineering design process to create the new burners.

RJM delivered the four new burners and igniters in October 2023. The upgraded unit was commissioned in March 2024.
The emission guarantees were fulfilled, with NOx reduced to 74mg/Nm3 and CO reduced to 5mg/Nm3.
ICORSA consequently commissioned RJM to complete a similar project at another Azucarera sugar beet processing plant at Toro, 220 kms north west of Madrid. It is also a four burner gas-fired unit, but rated at a slightly lower steam output 70 tonnes per hour. This second project was also completed during 2024.
Most recently, ICORSA has requested RJM to deliver a third burner upgrade project at another Azucarera sugar beet processing plant at Miranda, 85 km south Bilbao.
Commenting on these projects, John Goldring, managing director of RJM International sai: “Industrial businesses with high energy demand are all having to think about how they can maintain reliable, flexible and cost-effective output and still meet tightening emissions regulations.
“Installing state-of-the-art burners using the latest technology with built-in future-proofing around fuel flexibility and new fuels such as biogas and hydrogen is helping to ensure that these businesses can maintain viable production in an increasingly carbon-constrained world.”






